From Mr. Chen Bing's anthology
Originally published in Special Casting and Nonferrous Alloys
1、Temperature control
1)Mold temperature
The temperature of the molding material directly affects the viscosity and filling capacity of the molding material, which requires accurate control and fast response speed when changing the temperature setting. At present, the advanced wax presses in foreign countries are equipped with partitioned temperature-controlled paste wax storage tanks, but also the temperature sensor is directly inserted into the mold material in order to accurately control the temperature of the mold material in any state from liquid to paste, and can be adjusted at will to adapt to the requirements of the pressing of different wax molds. Once the temperature setting is changed, the system responds at a rate of 0.5°C every 3 minutes with a temperature fluctuation range of only 0.3°C [1].
2)Pressing temperature
Most wax presses do not pay much attention to controlling the temperature of the press mold, but usually control the temperature of the platen, and therefore the mold, by increasing/decreasing the flow of cooling water through the platen using a manual valve similar to a water faucet. Since the heat conduction between the platen and the press is not reliable, and the thickness of the press wall also has a great influence on the temperature of the cavity. Therefore, this method does not accurately control the temperature of the press mold cavity. The following methods can be considered to improve temperature control within the press mold:
Measure the platen temperature with thermocouples, and decide to open or close the cooling water pipe valve according to the platen temperature. This results in much better platen temperature control. Howmet TMP (USA) offers control panels with a heating/cooling control system that relies on an electric heater for heating and a chiller for cooling [1].0 Of course, the rapid switchover from heating to cooling can cause fluctuations in the platen surface temperature, especially if there is only one thermocouple in the platen.
A better way to control the platen temperature is to use a thermostat to control the cooling water temperature and keep it constant. The platen temperature is thus kept within the required range. If each temperature controller has multiple input and output ports, it is possible to control the temperature of several platens at the same time. Unfortunately, however, neither of these methods avoids the influence of the heat exchange effect between the platen and the press, so that the control of the press temperature is still not very reliable. The best way to control the temperature of the press cavity is to control it separately from the platen. Thermocouples are installed as close as possible to the surface of the cavity in the press molding body, and the thermostat directly controls the temperature of the cooling water so that the cavity temperature can be accurately maintained in the required range. In fact, this method has long been widely used in plastic injection molding machines. The reason it has not yet been popularized in Precision Casting is mainly due to the cost problem. It is recommended to reduce the cost by drilling holes or slots in the existing press mold, setting up waterways and installing electric heaters. The same style of waterway can be used on the back of the press mold for different cavity geometries, and only one temperature controller is needed. Obviously, it is even more important that the top, bottom and even the sides of the press should be insulated so that temperature variations in the press and the surrounding environment do not affect the press.
2、Control of pressure and flow
Among the many process parameters that need to be controlled in the molding process, the control of pressure and flow is the most important, except for temperature. Although the flow of molding material can not be separated from the pressure drive, pressure and flow are closely related. However, the flow state of the mold material is not only related to pressure, but also its viscosity and resistance during the injection process. Therefore, they are two completely different concepts, which have different effects on the quality of wax molds. They need to be controlled separately. Usually the pressure is controlled by means of hydraulic valves, while the flow is mainly controlled by flow control valves. Around the pressure and flow control, foreign countries are often divided into the following several grades of wax pressure equipment [2]:
1)Pressure control only
The hydraulic circuit has only a pressure control valve and no flow control valve. When using this type of press, any small change in the mold material and ambient temperature (including room temperature, hydraulic fluid temperature, or wax cylinder temperature, etc.) will result in a change in the flow rate of the mold material, which in turn will affect the quality of the wax mold. In addition, low flow rates cannot be achieved at high pressures; high flow rates cannot be achieved at low pressures. If a low flow rate is required to avoid air rolls and a high pressure is required to obtain a good surface quality, the requirements cannot be met. At present, this type of equipment in the United States and Europe has been rarely used.
2)Pressure and flow control at the same time, but without pressure compensation
Compared to the former, a flow control valve is added to the hydraulic circuit. The advantage is that a low flow rate can be obtained when the pressure is high. However, due to the lack of pressure compensation, high flow rates cannot be achieved at low pressures. Furthermore, pressure and temperature variations have an influence on the flow rate, which in turn affects the quality of the wax mold.
3)Simultaneous control of pressure and flow, plus pressure compensation
This is the control system equipped with the mainstream models of foreign wax presses. The flow control valve in the system has the function of auxiliary speed increase (decrease). When the flow resistance or temperature changes a little, the pressure compensator in the control valve can automatically increase or decrease the pressure and adjust the size of the flow control valve to precisely regulate the flow rate of the mold material. Therefore, within the pre-set pressure range, no matter how the temperature and flow resistance change, the mold flow rate can be controlled. Moreover, the flow rate can be adjusted arbitrarily without pressure constraints. This enables the mold to be filled at a low flow rate at the beginning of the mold filling process to avoid turbulence and outgassing, and then to increase the flow rate to obtain a smooth, full wax mold with no cold segregation on the surface.
4)Separate control of pressure and flow in both directions, plus two-stage pressure control
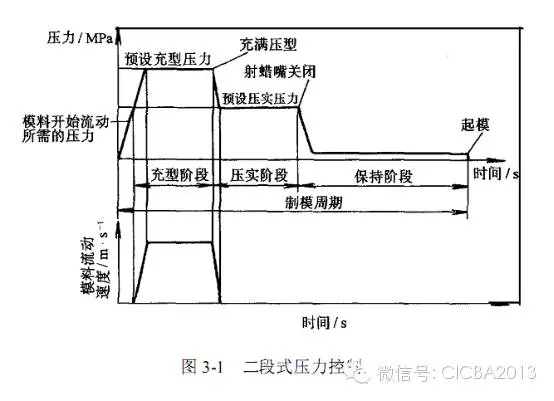
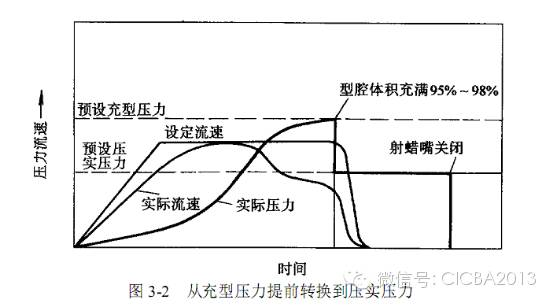
The so-called Dual Isolated Modes Control (DIMC) means that the two process parameters, pressure and flow, are controlled completely independently of each other. The so-called two-stage pressure control means that the filling pressure and the compaction pressure are separated and controlled separately (Figure 3-1) [3]. It is usually hoped that under the premise of not producing spraying and splashing, the filling pressure should be appropriately large to shorten the filling time, so that the mold material will solidify as little as possible during the filling process, ensuring that the filling is full and obtaining a clear contour of the polished wax mold. The compaction pressure should be appropriately reduced, so as to ensure that the surface of the wax mold has no shrinkage and small deformation, and the size is stable, and at the same time, make the flying edge and burr less. It is worth emphasizing that when 95% to 99% of the compaction cavity volume is filled, rather than 100% completely filled, the pressure should be immediately shifted down (Fig. 3-2). The purpose of this is to avoid the impact (pressure pulse) of the die material filling the cavity, which can damage the core and increase the fretting burr of the wax mold, and to help the air remaining in the cavity to escape and avoid air bubbles in the wax mold. The AFC (Accelerated Flow Control) developed and patented by Howmet-TMP is a typical representative of this type of control system.
3.Computerized control of the injection process
The general cycle of the injection process is short, usually in one to several minutes, but need to control a lot of process parameters, including at least pressure, flow rate, temperature, time and other items. In such a short period of time is difficult to rely on artificial precision control, with the rapid development of computer technology, computer control systems should come into being!
Computer program control
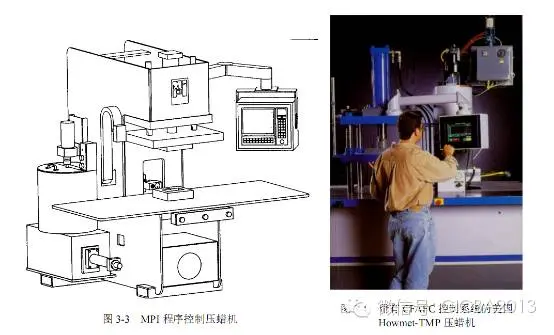
American MPI company developed the microcomputer control automatic wax pressure machine in 1992 in the ICI 40th annual meeting and the 8th annual meeting of the world precision casting debut (Figure 3-3) [4]. The machine is fitted with a computerized control system capable of pre-setting all the parameters of the die
Casting Process. On the computer screen, the operator can also easily access and call the existing programs in the computer. Without manual operation, the machine runs automatically according to the program. If any abnormality occurs during operation, the computer will automatically alarm the operator and prompt him to troubleshoot the problem in time. The system can store up to 500 sets of molds of all the injection process parameters, so that the operator can easily adjust the process parameters when installing each set of molds. However, this control system mainly realizes the control of the wax press according to the pre-set program [4].
Computerized real-time control
In the mid-1990s, Howmet-TMP developed the unique CFAFC (CompuFlow Accelerated Flow Control) servo control system by combining its patented AFC technology with computer control technology. The system uses a high-precision pressure sensor and a linear pressure divider to sense the trigger pressure generated at the moment of filling of the compactor, and then quickly feeds the signal back to the servo system, which immediately switches to a lowering of the pressure to start the compaction phase, thus realizing the two-stage pressure control completely. The pressure and flow rate can be controlled individually in stages with good reproducibility. Figure 3-4 shows a wax compactor with CFAFC control system from Howmet-TMP [1].
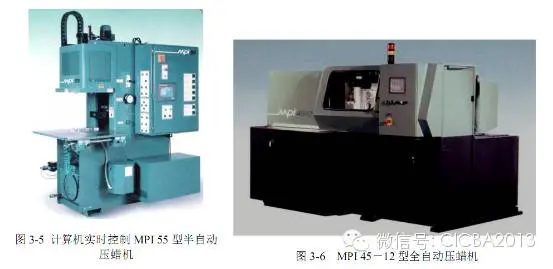
In 1999, at the JACT Annual Technical Meeting in Japan, MPI introduced the company's successful development of a wax press with an ADS (Automatic Die Setup) control system [5]. The ADS system not only stores all the injection process parameters of thousands of molds, which can be queried and recalled at any time by the user, but also has a more precise and sensitive temperature control (temperature accuracy of ±0.25°C) and the ability to determine in real time the volume of the mold material entering the cavity and then regulate the flow rate of the injection material according to this volume. The ADS system not only stores all of the molding process parameters for the user to check and recall at any time, but also provides a more accurate and sensitive temperature control (control temperature accuracy of ±0.25°C), as well as the ability to determine in real time the volume of the molding material that enters the cavity, and then regulate the flow rate of the molding material according to this volume, making it possible for the operator to know not only the volume of molding material required to make a wax mold, but also predict the volume of the material that enters the cavity prior to the creation of defects, so as to adjust the flow rate in a timely manner to avoid defects at this moment. MPI's ADS control system also offers two different pressure modes, filling and compaction. Once the molding material injected into the cavity reaches 95% to 98% of the cavity volume, the system automatically switches to a lower compaction pressure [5]. Figures 3-5 and 3-6 show the semi-automatic and fully automatic MPI wax presses equipped with the ADS control system, respectively.
At present, most of the control panels equipped with advanced foreign wax presses are equipped with touch-screen LCD monitors, which are user-friendly and easy to operate, and it is very convenient to debug the process parameters when replacing the molds. Fig. 3-7 and Fig. 3-8 show the display screen of MPI and Howmet-TMP control panel respectively.

4.The status quo and gap of domestic wax press machine
At present, the domestic wax machine in addition to parts processing accuracy, electrical and hydraulic components of the quality, life and after-sales service, there are many things to be improved, alone on the level of technological development, as the key part of the wax machine control system, the domestic equipment is still in a relatively low stage of development, mainly in the mold flow is completely subjected to pressure, that is to say, the flow and the filling process is actually In other words, the flow and mold filling process can't be controlled and can only be left to nature. This kind of equipment can barely satisfy the needs of small and simple wax molds with low requirements, but it is not enough to press large and complex wax molds or wax molds with ceramic cores. No wonder that in recent years, many military enterprises in China have spent a lot of money on importing wax pressure equipment from abroad. In the economic globalization and China's accession to the WTO today, China's civil and commercial casting enterprises are also faced with the arduous task of rapidly improving the grade and quality of the product, blindly expanding the scale and increase the production of the era is bound to gradually become a thing of the past. And regardless of the ambition to enter the international market, to meet the status quo, domestic wax machine is not yet satisfactory. For example, it is difficult to achieve the ideal effect for some wax molds with big difference in wall thickness; the stability of wax mold dimensions (especially the dimensions related to parting surfaces) is poor; the core is easy to break in the wax pressing process ....... From a practical point of view, the key to improve the level of domestic wax presses is not in realizing full automation or computer control. Instead, we should concentrate our efforts on perfecting and improving the control system which is the nerve center of the wax press. Referring to the foreign development experience, the first step should be to improve the precision of temperature control. And then the flow and pressure of the two process parameters separately, two-way independent control, on this basis, realize the filling, flow process more effective control, and further realize the two-stage pressure control. In order to meet the needs of China's precision casting industry to improve product grade and stable quality. Only to lay this foundation well, computer control and automation has substantial significance and value. To this end, serious study of foreign advanced experience and technology is completely necessary. At the same time, it is worth mentioning that there are many similarities between the wax pressure machine and the injection molding machine used in the plastics industry. The plastics industry is much larger than the precision casting industry. The development of injection molding machine is naturally much faster than the wax pressure machine, from which many useful experiences can also be drawn. Some foreign counterparts have also confessed that many new design ideas and thoughts in the process of their development of wax pressure machine also originated from the earliest injection molding equipment [3].















